Case
Royal Unibrew and Implement Consulting Group


Case
Read more
4 April 2018
Therefore, the company has chosen to do something about the problems that many companies know all too well: failure to observe the promised date of delivery to the customers, unfavourable times of delivery for highly prioritised customers, urgent orders, large amount of capital employed, exceeding of the expiry date of goods in stock. The solution to the problems is Global ATP in SAP.
In brief, Global ATP (Global Availability Check) is a tool for explaining where and when customers can have their goods delivered. This is, of course, something that most companies already tell their customers today. However, they do it in a simplified way, and in reality, it is often not that simple.
The new element is that Global ATP contains a number of new functions which e.g. support the fact that customers are different and need to be prioritised in different manners; that the company does not always just deliver from one warehouse, but may deliver from a number of different production facilities and warehouses; and that the company sometimes wants to be able to suggest alternative products if the goods demanded are not in stock.
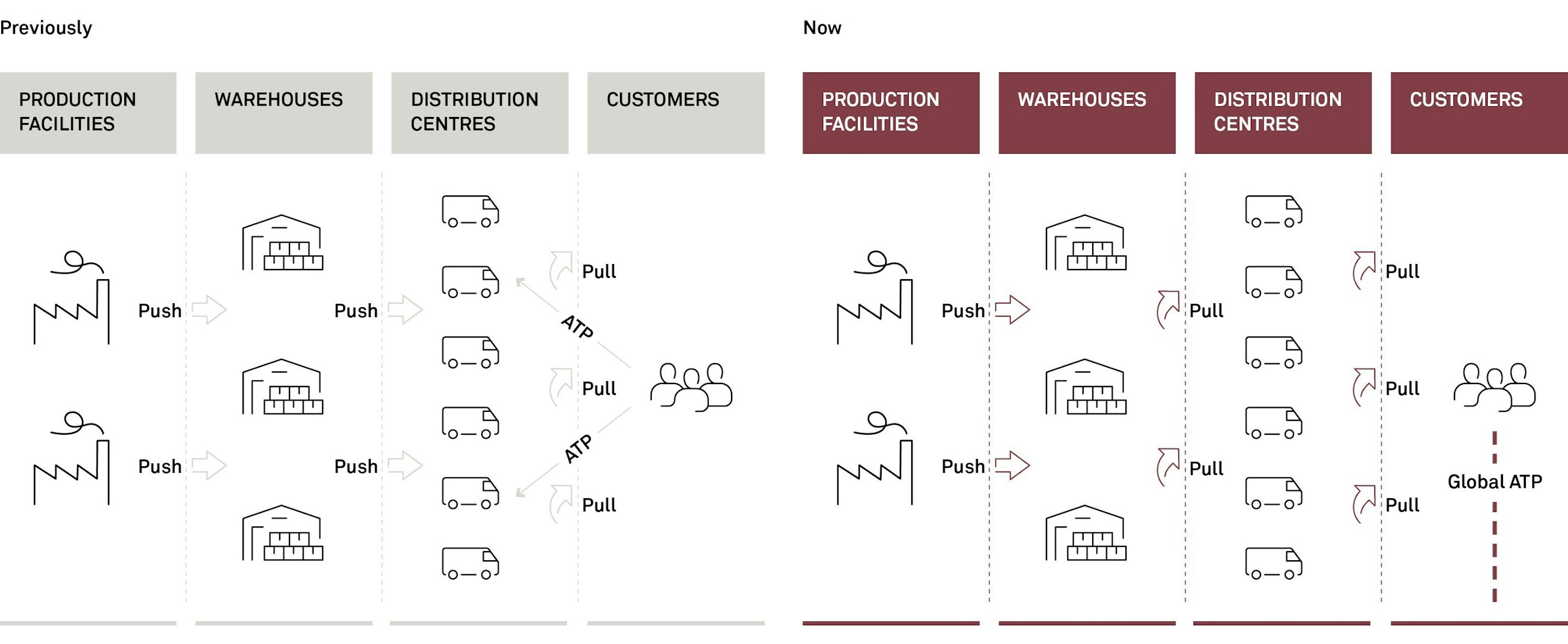
Royal Unibrew sells beer and soft drinks. In Denmark, the company has two production facilities, three warehouses and eight distribution centres. Prior to The Royal Unibrew’s implementation of Global ATP, the situation was as follows: When the production of the goods had been completed, the goods were transferred to the warehouses. Based on forecasts, they were transferred to the individual distribution centres.
The flow of goods was, thus, based on a push principle from production facility to distribution centre. Each customer was attached to a distribution centre, and the goods were delivered from the distribution centre as ordered.
Global ATP made it possible for Royal Unibrew to change their decoupling point. From a situation where the goods were pushed all the way to the distribution centres, it was now possible to pull the goods directly from the warehouses through the distribution centre and further out to the customers, based on actual customer orders. That was not possible with the existing SAP solution.
In order to ensure the ability to manage this principle in practice, the company and Implement therefore started up a project together which was to implement Global ATP in SAP.
In order to reach the project goals, the above activities were initiated and carried out during the project.
Approx. three months after the initiation of the first development of the prototype, go-live for the solution took place. The first step was to involve one distribution centre. Subsequently, the different distribution centres were gradually included, and finally the entire back order process (sales order prioritisation) was implemented.
| Activity | Result |
| Construction of Global ATP prototype | Common frame of reference and understanding of the new solution |
| Definition of ATP scenario | Principle for the main flow and scoping of functionality |
| Identification of the overall business requirements as well as consequences of different alternatives | Decision on e.g. safety stocks, transfer times, service degree, optimal replenishment sequence, handling of shortages, consumption of resources as well as job functions in relation to Global ATP |
| Definition and design of sales process in relation to ATP | How the salespeople are to act towards the customers and register the sales orders, including process for the handling of shortage situations |
| Definition and design of deployment process | Optimal replenishment of goods to distribution centres and round-up to whole pallets |
| Definition and design of back order process | Prioritisation of customers in case of shortage situations |
| Training of users | Implementation of the new process and the new tools |
| Follow-up | Measurement and, if relevant, adjustment of the solution |
This has resulted in the elimination of the stocks at the distribution centres. Hence, there is no longer a risk of shortage situations at the distribution centre, and the total capital employed has been reduced. The salespeople are now able to tell the customer already when taking the order how the customer can get his goods. They may have a dialogue about alternative products or dates of delivery.
The most important customers (exclusive customers) are always ensured the number one priority. It is also ensured that the goods are transferred from the warehouses to the distribution centres in an optimal manner. Finally, there is a process ensuring follow-up on sales orders which for some reason or other cannot be delivered.



